



服务热线:
400-069-8887
加工案例

全国服务热线:
400-069-8887

邮箱:
CBN的超高压反应烧结过程
CBN的超高压反应烧结采用铝、钛作为添加剂,反应烧结CBN复合刀片已得到工业应用。
添加Ti-Al的CBN超高压反应烧结过程为:当高压腔的温度超过铝的熔点时,点燃Ti-Al的燃烧反应,生成TiAl并放热。放热产生的瞬间高温使TiAl熔化。TiAl熔液同CBN颗粒表面接触并与表面氮、硼原子发生燃烧反应,生成TiN,AlN,TiB2将CBN粘结起来,成为致密CBN烧结体。过程中液相的出现及物质间的放热反应都有利于CBN的烧结致密化,因此可在相对低的压力、温度下,获得大尺寸CBN致密烧结体和CBN复合刀片。
显微组织分析表明,TiN,AlN,TiB2组成的粘结相呈网状分布于CBN晶界,AlN均匀分布在CBN晶粒表面,TiN, TiB2分布于粘结相的中心部位。超高压反应烧结CBN的硬度为44.1-58.8GPa,抗弯强度为450^-55OMPa,抗压强度为2.6^-3.OGPa,有较好的韧性,重要用途是用作刀具和磨具,具有优良的切削性能,可进行断续加工和粗加工,可用于加工淬火钢、淬硬铸铁、热喷涂材料等难加工材料。
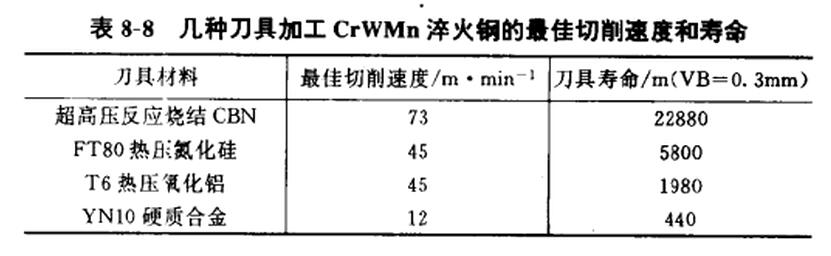
加工CrWMn淬火钢(HRC60^-63)时,几种刀具的最佳切削速度和寿命列于表8-8。
超高压反应烧结CBN可制成端铣刀,铣削淬硬铸铁(HRC50-55)的切削速度为132.9m/min,走刀量每转0.3mm,切深0.1mm,当磨损VB=0.2mm时,铣削冲击次数59.5X104次,刀具耐用度465min。且加工表面粗糙度小于0.75μm,实现了以铣代磨。
超高压反应烧结CBN刀具已实用于工厂的断续切削和粗加工。例如,加工有螺纹孔的法兰盘端面,带键槽的内孔等,承受几万至几十万次冲击,不出现崩刀现象。刀具也可粗车压装后的矽钢片电机转子外圆、铸钢磨盘等。
邮箱:

公司地址:
郑州市高新技术开发区雪松南路23号


手机官网
微信公众号
Copyright © 2005-2021 www.berlt.com 郑州博特硬质材料有限公司 All Rights Reserved. 豫ICP备08005952号-1 博特刀具主营:CBN刀具、PCBN刀具、立方氮化硼刀片等超硬刀具产品


电话:
400 069 8887