



服务热线:
400-069-8887
加工案例

全国服务热线:
400-069-8887

邮箱:
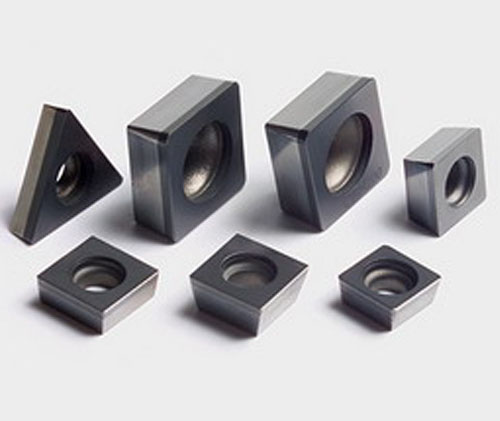
立方氮化硼刀具的切削用量和破损耐用度与切削条件的关系
切削用量合理选择,是充分发挥立方氮化硼刀具性能的基本问题之一。切削用量直接影响加工生产率、加工成本、加工质量和刀具耐用度。因为立方氮化硼刀具有硬度高、耐磨性好、耐热性高等优点以及脆性较大、强度较低等缺点,所以,必须充分考虑这些特点来选择合适的切削用量,以达到提高生产效率,保证加工质量的目的。
对于连续切削,通常按立方氮化硼刀具磨损耐用度确定其合适的切削用量,但对于断续切削,如端铣,则应按刀具破损规律的随机分布函数所求的破损耐用度与切削用量之间的关系来选择切削用量。立方氮化硼刀具性脆,最易发生早期破损,能否成功地使用立方氮化硼刀具,关键就在于选择合适的切削条件,以避免早期破损。
破损耐用度是指刀具由刃磨后开始切削,一直到尚未达到磨钝标准之前,就发生破损而不能继续切削时刀刃受冲击的次数。
在冲击载荷作用下,当冲击力在刀片内造成的应力足够大时,在达到某一冲击次数N时,刀具内部有缺陷的一个最弱处将首先发生破损,此时刀具即因破损而失效。
断续切削时,刀具在达到正常磨钝标准之前已经发生破损,特别是脆性很大的立方氮化硼刀具,很容易发生早期破损,因此不可能按照刀具磨钝标准来选定切削条件,而必须考虑到破损与切削条件的关系。通常可以通过实验,按破损分布规律决定破损耐用度与切削条件之间的关系。如前所述,刀具破损是一种典型的随机现象,它的影响因素比较复杂,必须用概率论和数理统计的方法来研究其规律。一般地,该类型失效的概率多服从威布尔、对数正态、伽玛和指数分布。
确定刀具的破损耐用度首先应通过试验决定刀具破损所服从的分布规律。例如硬质合金车刀断续切削钢料时,刀具的破损规律可能服从威布尔( Weibull)分布,将试验结果画在威布尔概率纸上,根据试验数据,由数理统计原理,可以估算威布尔参数,从而评价刀具破损耐用度的高低。在不同的切削条件下进行试验,可以得到破损耐用度与切削条件的关系。
邮箱:

公司地址:
郑州市高新技术开发区雪松南路23号


手机官网
微信公众号
Copyright © 2005-2021 www.berlt.com 郑州博特硬质材料有限公司 All Rights Reserved. 豫ICP备08005952号-1 博特刀具主营:CBN刀具、PCBN刀具、立方氮化硼刀片等超硬刀具产品


电话:
400 069 8887