



服务热线:
400-069-8887
加工案例

全国服务热线:
400-069-8887

邮箱:
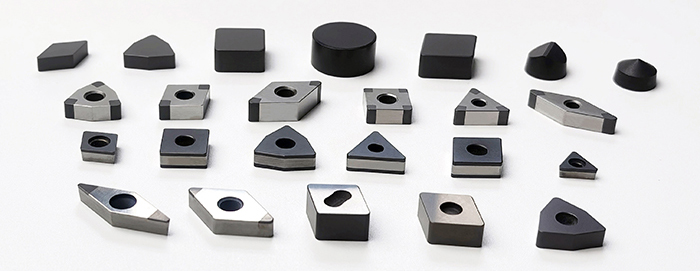
博特PCBN刀具,让风电轴承车削更高效
随着风电行业的快速发展,风电主轴承、偏航轴承、变桨轴承等零件尺寸越来越大,加工难度也随之攀升。这些轴承通常经过淬火处理,硬度高达 50–66 HRC,对刀具性能提出了极高要求。
传统的磨削工艺虽然精度高,但效率低、成本高。此时,PCBN刀具(立方氮化硼刀具) 正在成为取代磨削、提升效率的理想选择。
一、为什么选用博特PCBN刀具加工风电轴承
·能替代磨削,降低成本并缩短周期:PCBN硬车削可在一次装夹中实现接近研磨质量的尺寸与表面,减少或取消研磨工序,从而显著降低加工成本与周期。
·适合加工高硬度材料:轴承钢热处理后硬度高、含碳与碳化物,常规硬质合金刀具寿命短,而PCBN刀具在高切削温度下仍能保持刀尖寿命和刀具强度。
·尺寸稳定性与绿色加工:PCBN车削在大批量生产时能保证尺寸一致性且可采用干切或最小冷却液,有利于环保与工件清洁度。
二、风电轴承加工中的典型挑战
·断续切削与油孔/槽结构:轴承油槽、油孔、滚道等会造成断续切削、冲击载荷,考验刀具抗崩刃能力与抗冲击韧性。
·工件大尺寸与夹装变形:大型内外圈在车削过程中易产生热变形与装夹不稳定,需要合理的夹具与切削顺序。
·表面完整性要求高:滚道弧度精度与表面粗糙度要求刀具在几何与工艺上的高精度控制。
三、博特CBN刀具的加工方案建议
·选对刀片牌号。对于连续车削工况,可选高耐磨型PCBN刀片;而对存在断续切削的滚道或油槽部位,应选择高韧性CBN牌号,以提升抗崩刃性能。
·合理控制切削参数。采用“高速度、浅切深、适中进给”的策略:切削速度:110–150 m/min,进给量:0.15–0.25 mm/rev,切削深度:0.3–0.5mm。(具体参数视材料、粗精工况与机床刚性优化)。
·冷却方式。优先采用干切,避免切削液造成热冲击与尺寸漂移,可进一步延长刀具寿命。
四、案例分享:博特PCBN在风电轴承加工中的应用
工件:转盘轴承,材质 42CrMo,硬度HRC58-62;
问题:原用刀具磨损快、报废多、效率低;
解决:采用博特BTS6500牌号PCBN刀具RCGX0907,优化车削参数;
效果:加工效率提升100%,工件表面粗糙度好。
郑州博特,专注PCBN刀具加工解决方案,为轴承、汽车零部件等高硬度材料加工提供专业PCBN刀具支持。欢迎留言交流您的加工难题,助力中国制造提速!
邮箱:

公司地址:
郑州市高新技术开发区雪松南路23号


手机官网
微信公众号
Copyright © 2005-2021 www.berlt.com 郑州博特硬质材料有限公司 All Rights Reserved. 豫ICP备08005952号-1 博特刀具主营:CBN刀具、PCBN刀具、立方氮化硼刀片等超硬刀具产品


电话:
400 069 8887