



服务热线:
400-069-8887
加工案例

全国服务热线:
400-069-8887

邮箱:
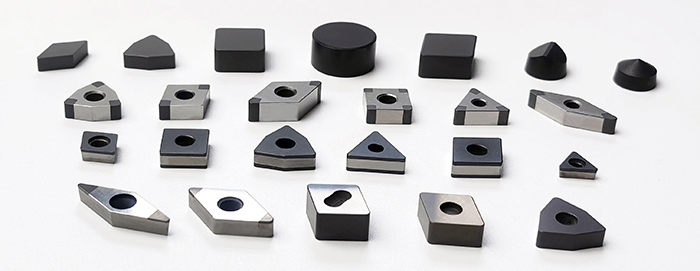
立方氮化硼(CBN)刀片切削原理分析
立方氮化硼(CBN)刀片,是加工高硬度材料(HRC50-65)和难加工材料的首选刀具之一。与传统硬质合金刀具相比,CBN拥有极高的硬度和热稳定性,使其能够在铸铁、淬火硬钢等材料工件上实现高精度、高效率加工。
然而,CBN刀片的切削原理与软材料传统剪切不同,它的核心是塑性挤压与刮削机制。
1、传统切削 vs CBN硬车削
传统切削:如软钢,刀片切入材料时,材料在刀刃前形成剪切带,材料沿剪切面滑移形成切屑,刀片主要承受剪切力。
CBN硬车削:工件硬度高,材料的塑性变形能力低,传统剪切很难形成连续切屑;CBN刀片因超高硬度,刀刃几乎不发生变形,切削时工件材料沿刀刃发生塑性流动,切屑被“挤出”,切削力主要呈压缩+微挤压状态。
因此,从力学角度来看,CBN切削实际上是“挤压-刮削”结合的机制。
2、切削力特点
·主切削力偏高:因为材料被压入刀片前沿形成挤压区;
·切削温度集中在切屑而非刀具:CBN耐高温,刀具温度升高小,减少磨损;
·切削形态特殊:通常呈薄片状或断续小块,切屑流动类似刮削而非连续剪切。
3、为什么还能替代磨削
·挤压刮削产生的切削面光滑、尺寸稳定;
·CBN刀具不易崩刃,可以在硬化层进行高精度车削;
·工艺简化,硬化件可以不用磨削或减少磨削工序。
博特公司在发展过程中,不断根据被加工材料的性能,研发与之匹配的立方氮化硼刀具材料,目前拥有立方氮化硼刀具加工关键设备“全自动周边磨磨床”80余台,形成了国内最大的立方氮化硼刀具产能,联系我们获取专属您的加工方案。
邮箱:

公司地址:
郑州市高新技术开发区雪松南路23号


手机官网
微信公众号
Copyright © 2005-2021 www.berlt.com 郑州博特硬质材料有限公司 All Rights Reserved. 豫ICP备08005952号-1 博特刀具主营:CBN刀具、PCBN刀具、立方氮化硼刀片等超硬刀具产品


电话:
400 069 8887