



服务热线:
400-069-8887
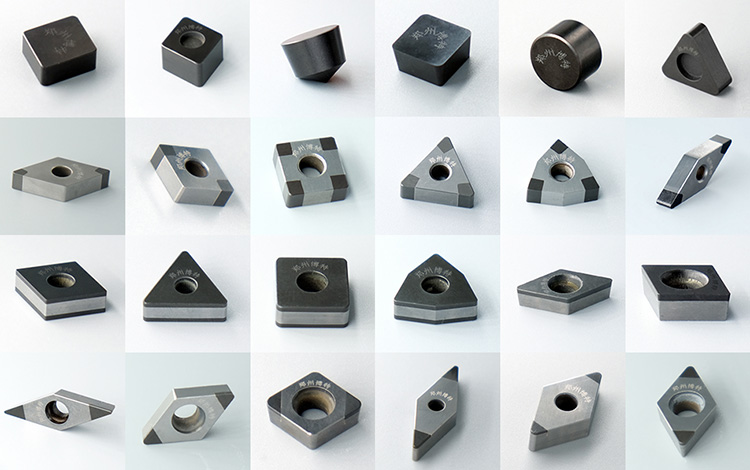
加工案例

全国服务热线:
400-069-8887

邮箱:
PCBN刀片磨损原因分析及解决方案
在高硬度材料加工中,PCBN(聚晶立方氮化硼刀片)因其卓越的硬度和热稳定性备受青睐。然而,即便是超硬材料也不可避免的会发生磨损,本文郑州博特就来聊聊PCBN刀片在实际切削过程中的主要磨损原因。
1、扩散/化学磨损。在高速或重载切削条件下,刀具前后刀面温度可跃迁至数百度甚至更高。在这样的高温环境中,刀具与切屑或工件材料会发生原子扩散、氧化、化学反应等变化。
对刀片寿命的影响:扩散/化学磨损通常是缓慢、持续的侵蚀过程,但一旦到临界点,刀具性能会骤然下降,表面质量变差、磨损急剧增加。
解决方案:采用耐高温、抗氧化性能更好的结合剂和工艺;优化切削参数;增强刀片导热能力。
2、颗粒剥落与微崩刃。CBN刀片是由无数微小的CBN颗粒以及结合剂构成,颗粒之间、晶界位置往往存在微裂纹、杂质等隐患。在切削过程中。由于切屑与刀刃接触或冲击载荷作用,某些CBN颗粒可能从晶界脱落,形成微剥落、微崩刃。
对刀片寿命的影响:微崩和剥落通常从刀刃边缘开始,一旦开始扩散,刃口形态改变,切削力分布失衡,磨损加剧。当崩裂严重时,刀具就达到了失效状态。
解决方案:选择高品质、晶界结构更紧密、杂质含量低的CBN刀片材料;对刀片刃口进行处理,使刀刃几何更稳定;保持刀具系统刚性高、振动低。
3、月牙洼磨损与沟槽磨损。这两种磨损形式在CBN刀具中较为常见,月牙洼磨损是前刀面因持续摩擦、扩散和黏结磨损,在刀尖区域形成近似月牙形的凹陷;沟槽磨损是后刀面由于切屑流过速度不均、摩擦作用强烈,沿着刀具后刀面在某些局部位置画出凹槽或沟渠。
对刀片寿命的影响:月牙洼磨损会改变前刀面的几何特性,影响切削力分布、切屑流动和加工精度;沟槽磨损可能引起后刀面干涉、尺寸误差增大。
解决方案:选择适当的切削速度和进给,尽量避免过高速度引起过激技磨损;优化刀片刃口几何结构;保证工件稳定性、减少振动、提高整体系统刚性。
CBN刀片虽然拥有优异的耐磨性与热稳定性,但在复杂切削环境中,其寿命极为依赖于磨损机制的控制。通过深入理解扩散/化学磨损、颗粒剥落与微崩刃,以及月牙洼/沟槽磨损等机制,可以更有针对性地在材料、参数、冷却、系统刚性等方面发力。
邮箱:

公司地址:
郑州市高新技术开发区雪松南路23号


手机官网
微信公众号
Copyright © 2005-2021 www.berlt.com 郑州博特硬质材料有限公司 All Rights Reserved. 豫ICP备08005952号-1 博特刀具主营:CBN刀具、PCBN刀具、立方氮化硼刀片等超硬刀具产品


电话:
400 069 8887