



服务热线:
400-069-8887
加工案例

全国服务热线:
400-069-8887

邮箱:
CBN刀具的各项性能对切削加工性有什么影响?
切削加工性好坏常用加工后工件的表面粗糙度,允许的切削速度以及刀具的磨损程度来衡量。它与金属材料的化学成分,力学性能,导热性及加工硬化程度等诸多因素有关。通常用硬度和韧性作切削加工性好坏的大致判断。一般讲,金属材料的硬度愈高愈难切削,硬度虽不高,但韧性大,切削也较困难。一般非铁金属(有色金属)比铁金属切削加工性好,铸铁比钢好。
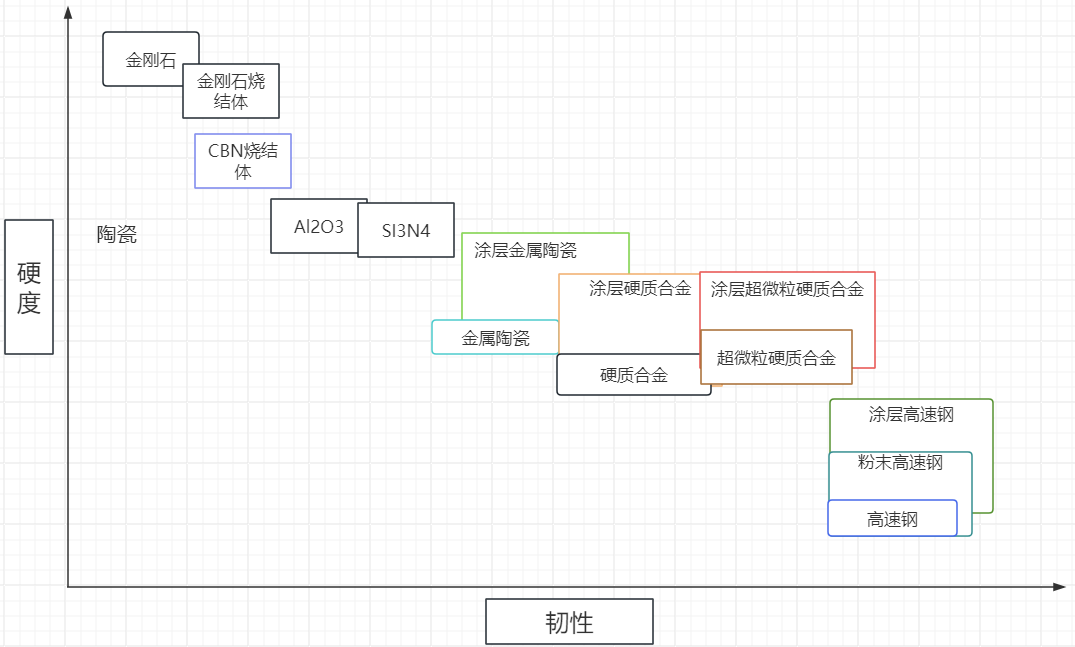
CBN刀具与其他刀具材料的硬质和任性对比
(1)硬度和强度:硬度是指材料表面抵抗硬物压入自己表面的能力。强度是指材料在外力作用时,对变形和断裂的抵抗能力。
通常材料的强度、硬度适中时,切削加工性就比较好。材料的硬度、强度越高,切削力就越大,切削温度就越高,CBN刀具磨损越快,材料的切削加工性就越差。例如,20CrMo合金钢在室温下的强度比45号钢低65MPa,但在600℃时其强度比45号钢高180MPa,故20CrMo的切削加工性差。但是材料的硬度越低,塑性越高,它的切削加工性也差,如纯铁、纯铜、纯镍等。
以上所说的硬度,是宏观硬度。但在金属材料组织中,有细微的硬质点夹杂物.如A1203, SiO2, TiC等,它们的显微硬度高,切削时对CBN刀具产生磨料磨损,使材料的切削加工性降低。
在切削过程中,材料的被切削层在CBN刀具的作用下,产生挤压、摩擦和产生剧烈的塑性变形,切削表面和已加工表面产生硬化现象,其硬化程度可达200%以上,深度可达0.3mm左右,加剧刀具磨损。
(2)韧性:韧性是指材料抵抗冲击载荷不致破坏的能力,用冲击值Ak表示。材料的韧性越高,在变形时吸收的能量就越大,切削时的阻力就越大,切削温度高,断屑就困难。所以说,韧性高的材料,切削加工就困难。
(3)塑性:塑性是指材料发生永久变形而不被破坏的能力,用伸长率和断面收缩率价表示。材料的塑性越大,切削时变形就越大。切削力大,切削温度也高。切屑粘在前刀面上产生积屑瘤,而影响已加工表面粗糙度。在切削过程中,CBN刀具耐用度也低。
(4)弹性模敬:弹性模量E是表示材料刚度的指标。弹性模量大,表示在外力作用下不易产生弹性变形。不同的材料弹性模量差别也很大。如:软橡胶E=1.96-3.92MPa,钼材E=490000MPa,合金结构钢E=205800MPa。
弹性模量小的材料,弹性恢复大,易变形,不易保证加工精度,要求CBN刀具后角增大,不然加剧刀具磨损。弹性模量很大的材料,因材料的原子结合力强,刚性好,切屑不易切下,也难于切削加工。
综上所述,CBN刀具的各项性能对切削加工性具有显著影响,包括提高生产效率、保证加工精度、降低生产成本、改善工件表面质量等方面。
邮箱:

公司地址:
郑州市高新技术开发区雪松南路23号


手机官网
微信公众号
Copyright © 2005-2021 www.berlt.com 郑州博特硬质材料有限公司 All Rights Reserved. 豫ICP备08005952号-1 博特刀具主营:CBN刀具、PCBN刀具、立方氮化硼刀片等超硬刀具产品


电话:
400 069 8887