



服务热线:
400-069-8887
加工案例

全国服务热线:
400-069-8887

邮箱:
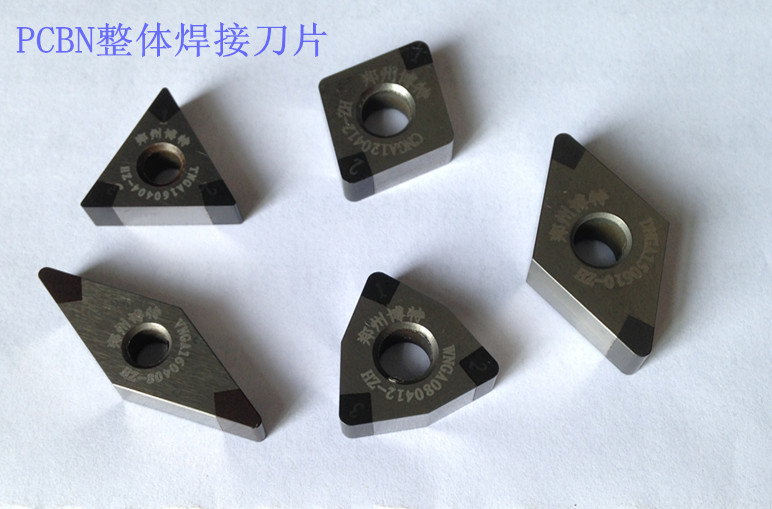
博特超硬刀具分析刀片为什么出现不正常磨损
近年来,CBN刀片应用领域逐渐扩展到汽车零部件、机床制造、重型制造业,提高了数倍至数十倍的加工效率,也为工业4.0的到来奠定了基础。然而,在使用过程中,有些用户会反映刀片出现崩刃、打刀等不正常磨损现象,增加了成本,劳动力,降低了工效,针对此类问题,郑州博特硬质材料有限公司国内资深的超硬刀具制造厂家分析下刀片磨损的原因及注意事项。
1.被加工材质
首先从被加工材质上来分析:相同的刀片应用到不同厂家的工件粗精加工中,每个厂家给出的工件材质性质不同,工件材质中的碳与铁、钼、镍、硅等化学元素形成的硬质点不一,当刀片遇到硬质点:夹砂气孔等,就会出现崩刃加快磨损。
注:刀片是由微粉颗粒和结合剂烧结而成,肉眼看上去,刀具刃口都是平整的,若将刃口放大数百倍,就清晰的看到刃口呈锯齿状,正常使用下锯齿齿尖慢慢磨平至脱落且新的锯齿刃出现,久而久之,刃口被磨损,但遇到被加工材料硬质点夹砂气孔等,锯齿刃提前脱落导致磨损过快。
2.机床及附件性能
其次从机床及附件性能上分析:CBN刀片对机床刚性、夹持系统的刚性要求较高,机床的整体系统刚性必须要好,避免引起加工震动;另外刀杆的伸出长度:刀杆伸出过长有震动崩刃风险,伸出长度为刀方尺寸以内最佳。与CBN刀片相配套的刀杆质量也是关键因素之一,质量好的刀杆刚性好抗震性能好,一般生产CBN刀片的厂家都会建议用户选择厂家配套的刀杆,这样充分发挥CBN刀具加工优势。
3.切削参数
再次从选择的切削参数(切削深度、切削速度、进给量)上分析:在粗加工时,一般可选择大进给量与适当大的切削深度高速切削,能达到更高的材料切除率。而对于精加工来说,采用高切削速度、适当进给量实现轻快切削,保证生产效率的提高和产品的精度及表面质量。按照CBN生产厂家技术人员的指导,合理选择切削参数,定能达到事半功倍的效果。
4.刀片本身的性能因素
最后了解下刀片本身的性能,较大的颗粒和适合的结合剂整体烧结会有很高的抗拉轻度,这也是粗加工中常用整体CBN刀片的优势之所在。CBN刀片生产过程中除了需要高纯净度的原材料,还需要 微粉经过脱氧等很多程序处理,并检其测堆积密度,这也是市场上CBN刀片质量参差不齐的最大原因。另外就是合成工艺,它直接决定刀片在合成时聚晶晶粒的形状和尺寸。研制的整体刀片完全可胜任强断续重载粗加工。郑州博特作为国内最早生产CBN刀片的厂家,掌握先进、完善的生产工艺,从原材料的筛选--配料混合--高压合成--刀片毛坯处理--优化刃口--质量检验,每道工序都严格要求,达到百分百合格率。
在切削过程中由于摩擦、高温、高压的作用而使前刀面上出现月牙洼或后刀面上毗邻切削刃的地方出现沟痕,这种磨损叫做正常磨损。在切削过程中刀具突然崩刃、卷刃或破裂等,叫做刀具的非正常磨损。非正常磨损往往是由于切削加工过程以外的因素引起的,如文中提到的工件材质、机床材质、切削参数等,这种磨损是应该而且可以避免的,郑州博特硬质材料有限公司会根据实际的加工工况,合理配刀,优化刀片尺寸,高效解决加工难题,以优质的产品和服务获取用户最大的信赖!
邮箱:

公司地址:
郑州市高新技术开发区雪松南路23号


手机官网
微信公众号
Copyright © 2005-2021 www.berlt.com 郑州博特硬质材料有限公司 All Rights Reserved. 豫ICP备08005952号-1 博特刀具主营:CBN刀具、PCBN刀具、立方氮化硼刀片等超硬刀具产品


电话:
400 069 8887