



服务热线:
400-069-8887
加工案例

全国服务热线:
400-069-8887

邮箱:
车削刀具常见问题及解决方案
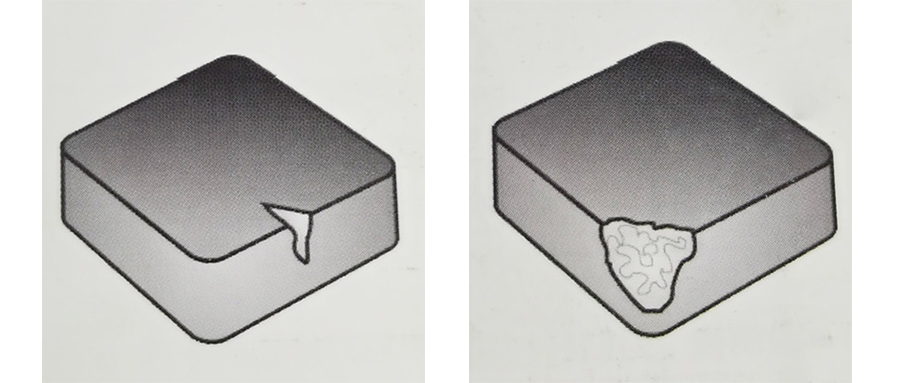
后刀面磨损
1,提高切削速度(灰铸铁)。2,降低切削速度(淬硬钢)。3,提高进给量。4,增加切削深度。5,检查刀具中心高。
前刀面脱落(连续切削)
1,提高切削速度。2,降低进给量。3,使用有负倒棱,刃口经过钝化处理的刀片。4,在工件的进出两端或沟槽的两边进行倒角处理
降低刀片偏角。5,尽量避免使用切削液
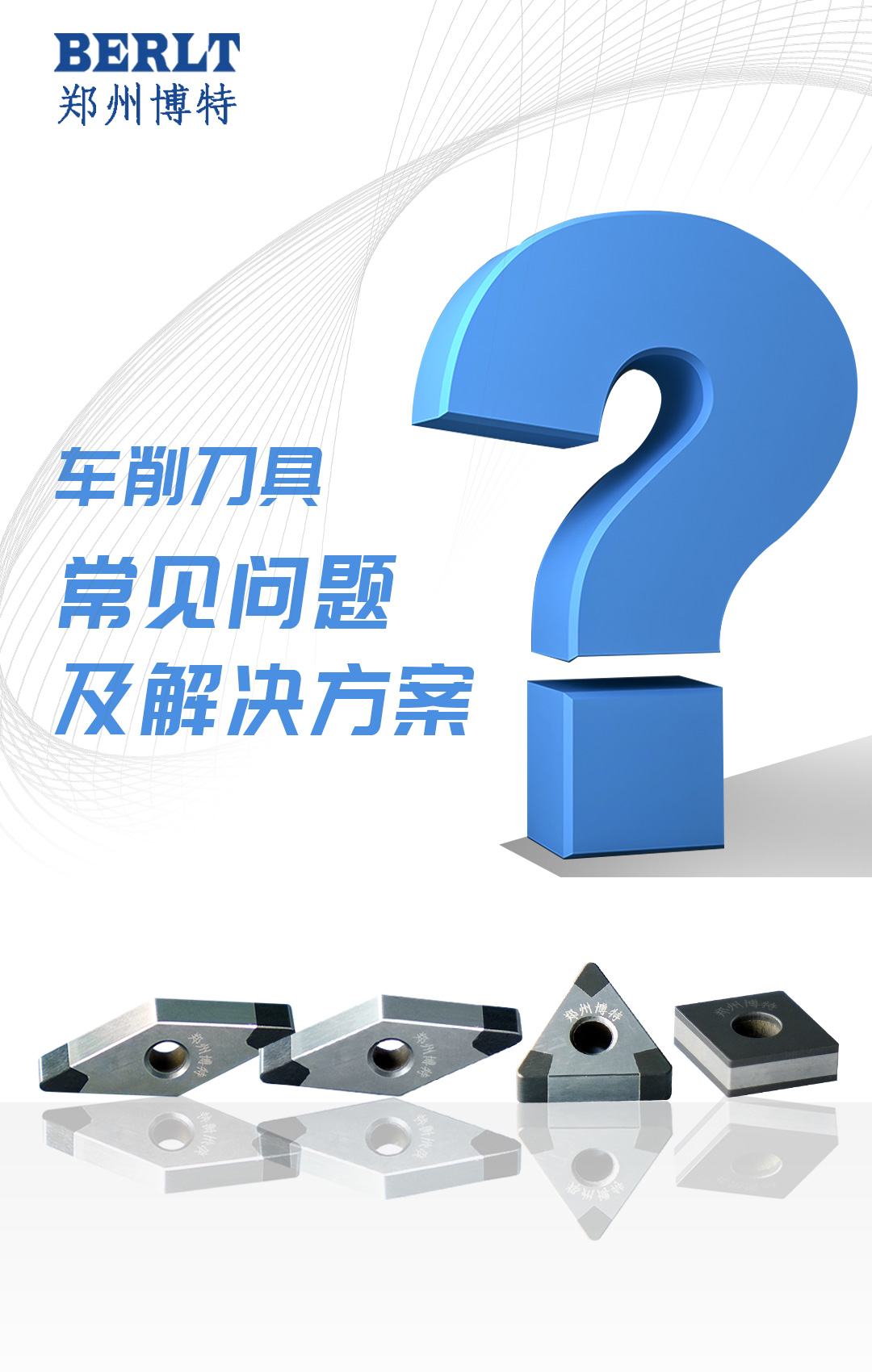
前刀面月牙洼磨损
1,降低切削速度。2,降低进给量。3,使用其他倒棱样式。4,使用切削液。
前刀面剥落(断续切削)
1,使用有负倒棱,刃口经过钝化处理的刀片。2,改变切削速度以消除振动。3,降低进给量。4,降低刀片偏角。5,在工件的断续处进行倒角处理。
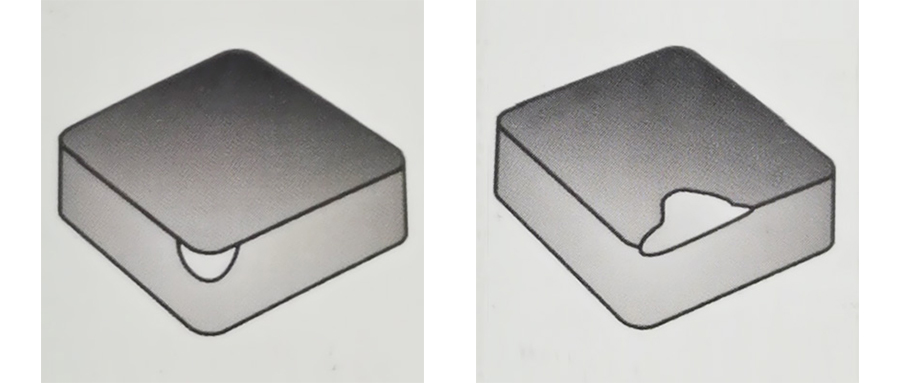
刃口沟槽式崩碎
1,提高切削速度。2,降低进给量。3,降低刀片偏角(优先采用圆刀片)。4,使用有负倒棱的刀片。
刃口严重磨损
1,减少切深。2,降低切削速度和进给量。3,加大刀尖圆弧半径(优先采用圆刀片)。4,使用有负倒棱,刃口经过钝化处理的刀片。5,检查刀槽底面是否平整,侧墙后墙是否与底面垂直,保证刀片的正确安装。六,检查刀具中心高。
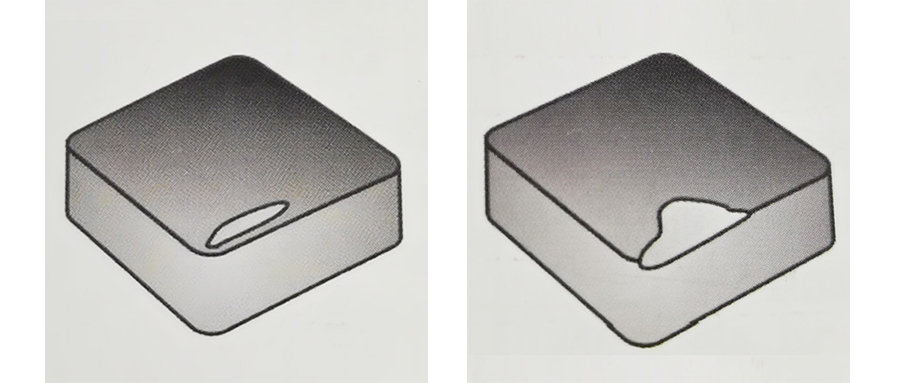
刃口微崩
1,使用带有负倒棱,刃口经过钝化处理的刀片。2,提高系统刚性。3,改变切削速度以消除振动。4,降低切削速度或尽可能避免断续切削。5,如果断续切削不可避免,则应在工件的进出两端或沟槽的两边进行倒角处理
刀片破碎
1,检查刀垫与刀片是否干净。2,检查刀垫是否有良好的支撑。3,不使用有磨损的刀垫。4,不使用磨损的压板。5,检查刀具中心高。
郑州博特通过多年的现场加工经验得出:CBN刀片的失效,都是以微崩刃的形式失效,因此提高刀片的表面质量,主要是提高刃口的表面质量,从而提升刀具寿命和切削稳定性。
郑州博特从CBN材料源头进行品质把握,严格把控层层工序,各个流程精益求精,进一步奠定高端刀具的品质。郑州博特也将继续坚持通过技术创新和服务提升来打造高端国产化超硬刀具品牌,为高端精密制造领域创造价值。
郑州博特硬质材料有限公司是一家集研发、生产、销售和服务于一体的高新技术企业,是国内专业历史最长、综合实力最强的PCBN超硬刀具制造商,应用行业涵盖航空航天零部件制造、汽车零部件制造、风力发电、机床制造、冶金等国家重点发展领域。
博特公司以十多年的超硬刀具专业制造经验,依托强大的研发团队和技术服务,凭借精良齐全的制造设备、工艺和健全完善的管理体制,将持续不断的为中国机械制造企业提供高品质PCBN、PCD超硬刀具和高效加工解决方案。

长按识别二维码更多精彩
邮箱:

公司地址:
郑州市高新技术开发区雪松南路23号


手机官网
微信公众号
Copyright © 2005-2021 www.berlt.com 郑州博特硬质材料有限公司 All Rights Reserved. 豫ICP备08005952号-1 博特刀具主营:CBN刀具、PCBN刀具、立方氮化硼刀片等超硬刀具产品


电话:
400 069 8887