



服务热线:
400-069-8887
加工案例

全国服务热线:
400-069-8887

邮箱:
博特PCBN刀具重载切削加工案例
一、粗车工艺简介

粗车主要是切除加工表面的大部分加工余量,在允许范围内应尽量选择大的切削深度和进给量。车削加工既要保证质量又要保证效率,和精加工相比,粗加工最大的特点就是在一定时间内去除的材料多,因此,粗车效率的高低极大地影响整个加工效率的高低。

粗车工艺中,车削刀具的好坏直接影响到粗车的效率,以往加工所使用的硬质合金刀片和陶瓷刀片,无法满足大切深量和大进给量,已然不符合生产要求。随着超硬材料的发展,因CBN材料所具有的耐高温性、耐磨性等优异特性,可满足粗加工的大切深量和大进给量,极大地提高了粗加工效率。
二、博特PCBN刀片优势
郑州博特作为刀片制造商,其生产的整体烧结刀片具有超高耐磨性、抗冲击性,可有效帮助客户减少换刀次数,提高加工效率,降低生产成本。在粗加工方面,中国首创将PCBN整体烧结刀片用于粗加工,新开发材质BT2800,极高耐磨性、极高耐磨性、极高毛坯切除率和极高抗冲击性,能胜任严重断续车削。博特PCBN刀片在多个产品领域已经取得了优异的成绩。

1.粗加工丝杆螺纹槽型——中国首创将PCBN整体烧结刀片用于螺纹槽型的粗加工,极大提高加工效率和降低生产成本。
2.粗加工转盘轴承滚道,淬硬车削,实现了以车代磨(Ra<0.8),与磨削相比效率提高5倍以上。
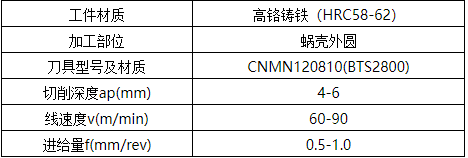
3.工业泵领域:泵盖、叶轮、蜗壳外圆。车削粗加工,加工余量3mm。
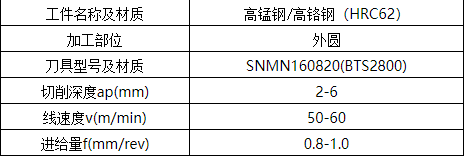
4.轧辊:外圆,车削粗加工,加工余量8mm。
三、博特PCBN刀片粗加工案例
案例一:渣浆泵粗加工

案例二:轧辊粗加工

邮箱:

公司地址:
郑州市高新技术开发区雪松南路23号


手机官网
微信公众号
Copyright © 2005-2021 www.berlt.com 郑州博特硬质材料有限公司 All Rights Reserved. 豫ICP备08005952号-1 博特刀具主营:CBN刀具、PCBN刀具、立方氮化硼刀片等超硬刀具产品


电话:
400 069 8887